Does a Casting Vacuum Process Replace Injection Molding?
Views: 3 Author: Allen Xiao Publish Time: 2025-11-28 Origin: Site








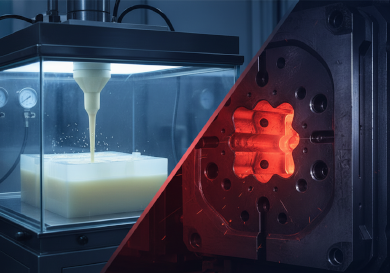
Presenting fragile prototypes covered in ugly layer lines to high-net-worth investors destroys hardware credibility instantly. Securing serious venture capital demands physical models that look, feel, and function exactly like final mass-produced goods. Deploying a precision casting vacuum process bridges this exact cosmetic gap, delivering stunning, retail-ready components without triggering massive upfront tooling costs.
Skipping expensive Injection Tooling during early beta testing saves startups from catastrophic cash burn. Paying fifty thousand dollars for heavy steel molds makes absolutely zero financial sense when your engineering team only requires one hundred functional testing units. Pouring liquid Polyurethane into soft Silicone cavities provides the ultimate agile manufacturing solution for aggressive hardware scaling.

Managing multi-material assemblies forces procurement managers to seek extreme manufacturing versatility on the factory floor. Simulating rigid ABS, impact-resistant Polycarbonate (PC), or soft elastomeric rubber is completely achievable simply by tweaking the chemical formulation inside the pressure chamber. Experienced technicians can effortlessly over-mold soft grips directly onto stiff CNC Machining chassis components under one unified roof.
Operating deep within the Shenzhen precision hub equips our veteran engineers to master complex dimensional physics entirely. We actively compensate for terrifying triple-shrinkage factors long before executing the initial 3D Printing phase to build the master model. Guaranteeing that your final cast parts mate perfectly with heavy Aluminum or Stainless Steel sub-assemblies defines our uncompromising engineering superiority.
content:
Defeating the Triple Shrinkage Tolerance Stack
Surviving Silicone Mold Degradation Limits
Mastering Advanced Material Formulation Mimicry
JUCHENG Hub: The Ultimate Bridge to Production
Frequently Asked Questions: Chemical Physics
Defeating the Triple Shrinkage Tolerance Stack

Will a finished poured resin part identically match the exact dimensions of your original digital CAD file?
Rarely. The liquid resin shrinks during curing, the soft tooling shrinks under heat, and the initial printed master model shrinks slightly over time, requiring massive mathematical compensation from the CAM programmer.
Conquering this invisible dimensional trap separates true industrial fabricators from amateur maker spaces. Engineers utilize high-resolution SLA (Stereolithography) to print the absolute perfect master pattern. Before hitting print, technicians must deliberately oversize the digital file by a highly calculated percentage to forcefully counteract the inevitable thermal contraction of the downstream chemistry.
Failing to execute this aggressive scaling calculation guarantees massive assembly failures. If a procurement manager demands a precision housing for a medical device, ignoring a one-percent cumulative shrinkage factor ensures the internal circuit boards will simply never fit inside. We deploy strict coordinate measuring machines (CMM) to verify the swollen master pattern before pouring any expensive rubber.
Achieving optical clarity forces technicians to meticulously sand and vapor-polish the master model to an absolute mirror finish. Any microscopic scratch or unsanded layer line left on the plastic master permanently transfers into the soft cavity walls. The liquid resin will flawlessly replicate that ugly defect on every single subsequent copy, destroying your premium cosmetic intent entirely.
Surviving Silicone Mold Degradation Limits

Can a single soft rubber cavity produce thousands of identical plastic enclosures reliably?
Absolutely not. The aggressive exothermic heat generated during the chemical curing phase causes severe silicone mold degradation, typically destroying the tooling permanently after fifteen to twenty-five heavy cycles.
Monitoring this physical decay actively dictates your ultimate hardware timeline. Pouring highly reactive polyurethane resin systems constantly bakes the internal rubber walls, rapidly leaching away their natural lubricating oils. The soft tool physically hardens, shrinks, and eventually begins tearing violently along the critical parting line when technicians forcefully extract the rigid plastic replicas.
Calculating honest manufacturing economics requires factoring in the operational cost of pouring fresh rubber tools every twenty parts. Fortunately, creating a brand new soft cavity takes mere hours compared to the grueling months required to cut hardened Die Casting steel. This incredible agility allows engineers to physically update the CAD geometry between small batches without burning fifty thousand dollars in obsolete hard tooling.
| Hardware Production Phase | Optimal Manufacturing Process | NRE Tooling Investment | Typical Unit Volume Limit |
|---|---|---|---|
| Alpha Visual Concept Validation | SLA or SLS Powder Sintering | Zero (Direct digital printing) | 1 to 10 Units |
| Beta Functional Field Testing | Liquid Resin Pours (Soft Tooling) | Low (Amortized rapidly) | 20 to 300 Units |
| Pilot Run / Market Seeding | RIM (Reaction Injection Molding) | Moderate (Aluminum tooling) | 300 to 1,000 Units |
| Global Mass Production | Hard P20 Steel Injection Presses | Extreme (Major capital expense) | 10,000+ Units |
Mastering Advanced Material Formulation Mimicry

Do liquid poured resins severely lack the high-temperature resistance of true industrial engineering plastics?
Not anymore. Modern chemical formulations aggressively mimic high-performance polymers, offering V0 flame retardancy, intense UV stability, and extreme structural rigidity rivaling standard POM and Nylon billets.
Matching exact corporate Pantone colors prevents massive headaches during global branding presentations. Painting extruded plastics often results in chipping and peeling under heavy handling. Incorporating highly concentrated liquid dyes directly into the casting vacuum vat guarantees the color penetrates the entire solid wall thickness, rendering deep mechanical scratches practically invisible to the end user.
Executing complex two-shot designs becomes remarkably affordable using this agile technology. Technicians easily suspend a rigid, machined Brass insert or a stiff plastic core directly inside the soft cavity. Pouring a flexible rubber-like resin entirely around the rigid skeleton brilliantly simulates advanced over-molding, delivering premium tactile ergonomics for handheld medical devices.
JUCHENG Hub: The Ultimate Bridge to Production

Why do aggressive hardware startups prefer vertically integrated factories for their low-volume production needs?
Consolidating additive printing, liquid pouring, and subtractive milling under one massive roof entirely eliminates terrifying intellectual property leaks and disjointed supply chain delays.
Jucheng Precision operates as the ultimate bridge-to-production tooling partner for ambitious global innovators. Submitting your conceptual CAD file triggers an immediate, hardcore mechanical audit by our veteran metallurgists. We aggressively interrogate the physics of your design to guarantee downstream assembly success before mixing a single drop of chemicals.
Delivering premium retail aesthetics remains our absolute top priority. We heavily utilize advanced secondary treatments like matte Painting, precision Sandblasting, and flawless Electroplating directly inside our Shenzhen facility. We protect your tight corporate deadlines by maintaining absolute dimensional accountability throughout the entire rapid manufacturing lifecycle.
Frequently Asked Questions: Chemical Physics

Why does pulling extreme negative atmospheric pressure prevent massive internal part failure?
Mixing two-part liquid chemicals aggressively traps thousands of microscopic air bubbles inside the thick fluid. Pumping the heavy steel chamber down to an extreme negative pressure violently forces these expanding bubbles out of the mixture, guaranteeing a perfectly solid, void-free monolithic structure.
Can technicians successfully cast incredibly thin structural fins using poured liquids?
Yes, but relying purely on gravity to push thick, viscous liquids into deep microscopic crevices frequently fails. Operators must carefully design massive internal venting channels within the soft mold to allow trapped air to escape rapidly before the rapidly hardening plastic freezes halfway down the thin wall.
Does the finished polyurethane component feel sticky weeks after leaving the factory floor?
Experiencing sticky surfaces indicates a catastrophic failure in the chemical mixing ratio or severe atmospheric moisture contamination during the pouring phase. Precision facilities strictly utilize automated mixing nozzles within climate-controlled clean rooms to prevent this unpredictable human error entirely.



ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
