Silicone Prototype Manufacturers: Scaling Medical Biocompatibility
Views: 2 Author: Allen Xiao Publish Time: 2025-11-07 Origin: Site








Presenting investors with fake rubber parts printed on desktop machines instantly destroys engineering credibility. Extruded flexible filaments physically cannot survive the brutal thermal and chemical environments required for legitimate automotive or medical testing. Securing actual elastomeric performance absolutely demands partnering with elite silicone prototype manufacturers who actively process authentic, industrial-grade raw chemistry.

Evaluating hardware gaskets requires true compression sets, not rigid plastic approximations. Desktop 3D Printing naturally leaves microscopic layer voids that violently leak pressurized fluids during early validation phases. Engineers must aggressively abandon these porous simulations and utilize physical Vacuum Casting to achieve genuine, watertight fluid sealing on the assembly line.
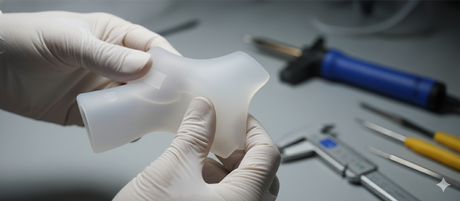
Navigating sticky, uncured rubber surfaces exposes amateur factory setups immediately. Mixing raw Liquid Silicone Rubber (LSR) demands extreme environmental control to prevent severe chemical inhibition. Handing a beta-testing physician a sticky, dust-covered surgical seal practically guarantees immediate product rejection and massive financial losses for ambitious hardware startups.
Operating out of the Shenzhen precision manufacturing hub equips our veteran chemists to conquer these elastomeric nightmares entirely. We seamlessly combine heavy CNC Machining with advanced vacuum chambers to create flawless Aluminum mold cavities. Delivering retail-ready flexibility ensures your hardware scales beautifully without suffering terrifying downstream assembly bottlenecks.
content:
Conquering Intense Vacuum Degassing Processes
Scaling Medical Grade Biocompatibility
Deploying Agile Compression Molding Tooling
JUCHENG Hub: Dominating Elastomer Production
Frequently Asked Questions: Elastomer Physics
Conquering Intense Vacuum Degassing Processes

Will pouring thick liquid elastomer directly into a mold create a perfectly solid rubber part?
Absolutely not. Mixing two-part liquid violently traps thousands of microscopic air bubbles inside the thick fluid, requiring aggressive negative atmospheric pressure to physically rip the trapped gases out before curing.
Defeating these trapped voids dictates deploying intense vacuum degassing processes directly on the factory floor. Plunging the mixed liquid vat into a heavy steel chamber and pulling a massive vacuum violently forces the expanding bubbles to boil and burst. Failing to execute this critical phase mathematically guarantees your molded gasket will instantly fail high-pressure pneumatic tests.
Designing complex internal undercuts heavily complicates this viscous fluid dynamic. Thick rubber naturally struggles to flow down into microscopic mold crevices, frequently trapping ugly air pockets at the very bottom of blind holes. Tooling engineers must meticulously design hidden vent channels to allow the escaping oxygen to bleed out safely before the liquid chemically freezes solid.
Pushing raw material limits forces factories to monitor ambient temperatures obsessively. Hot factory air drastically accelerates the chemical curing timeline, preventing the liquid from fully flowing into the tightest geometric corners. Climate-controlled pouring rooms ensure the viscous material maintains absolute fluidity until the vacuum cycle finishes completely.
Scaling Medical Grade Biocompatibility

Can standard industrial polymers safely undergo harsh hospital autoclave sterilization cycles?
Never. Standard commercial grades contain heavy plasticizers and industrial catalysts that aggressively leach toxic chemicals when heated, explicitly violating strict global medical device regulations.
Surviving clinical trials demands securing uncompromising medical grade biocompatibility certifications upfront. Manufacturing implantable or direct skin-contact devices forces procurement executives to source highly purified platinum-cured formulations. These premium chemical structures cure flawlessly without leaving behind any sticky residue or toxic byproducts that could trigger severe human allergic reactions during clinical beta testing.
Preventing chemical inhibition requires ruthless cleanroom discipline across the entire supply chain. Platinum-cured liquids instantly fail to harden if they physically touch cheap latex gloves, specific adhesive tapes, or sulfur-containing compounds. Amateur silicone prototype manufacturers frequently ruin entire production batches because rogue airborne factory pollutants secretly poison the delicate curing reaction.
Achieving absolute optical clarity for custom automotive headlight lenses demands completely eliminating atmospheric contamination. Pumping the casting chamber down to extreme negative pressures aggressively forces microscopic anomalies out of the polymer. Pulling these components from the mold reveals flawless, glass-like transparency that standard layered plastics simply cannot replicate.
| Soft Material Process | Mechanical Tear Strength | Chemical & Thermal Resistance | Optimal Prototyping Application |
|---|---|---|---|
| 3D Printed TPU (FDM) | Low (Delaminates easily) | Poor (Melts at low temps) | Basic ergonomic handle mockups |
| RTV Room Temp Pouring | Moderate | Good | Low-volume consumer gaskets |
| LSR Compression Molding | Absolute Maximum | Extreme (Survives autoclaves) | Surgical seals and engine bay tubing |
| Cast Polyurethane | High | Moderate | Over-molded drill grips and bumpers |
Deploying Agile Compression Molding Tooling

Does transitioning into higher volume rubber production strictly require expensive hardened steel molds?
No. Cutting agile, soft metallic cavities allows technicians to press and cure hundreds of authentic rubber components rapidly without enduring the massive financial trap of traditional hard tooling.
Mastering compression molding tooling perfectly bridges the terrifying gap between singular visual models and full-scale Injection Molding. Subtractive milling centers carve exact negative geometries into soft metallic blocks remarkably fast. Technicians physically place raw rubber pucks inside these heated metallic cavities, utilizing heavy hydraulic presses to squeeze the material into the final shape.
Slashing NRE tooling amortization protects lean venture capital budgets aggressively. Modifying a soft metallic mold takes mere hours compared to burning expensive EDM electrodes into hardened P20 steel. This agile iterative flexibility empowers mechanical engineers to adjust specific O-ring crush tolerances precisely between physical testing batches.
JUCHENG Hub: Dominating Elastomer Production

Why do elite hardware startups refuse to bounce their rubber prototyping projects between scattered local workshops?
Because splitting the manufacturing liability completely destroys quality control. When the final gasket leaks, the mold maker blames the casting facility, and the casting facility blames the mold maker.
Partnering directly with Jucheng Precision entirely eliminates this toxic, disjointed supply chain friction. Submitting your digital CAD file triggers an immediate Design for Manufacturability (DFM) audit from our senior elastomers team. We physically rewrite invalid draft angles and eliminate impossible undercuts before carving the initial master pattern.
Centralizing your entire hardware lifecycle under one massive Shenzhen roof ensures absolute engineering accountability. We seamlessly integrate rapid additive printing with heavy rubber pressing to hit your exact timeline. Protecting your proprietary fluid dynamics IP remains paramount throughout our entire localized workflow.
Frequently Asked Questions: Elastomer Physics

Does pigmenting clear liquid rubber physically alter the mechanical tear strength of the final part?
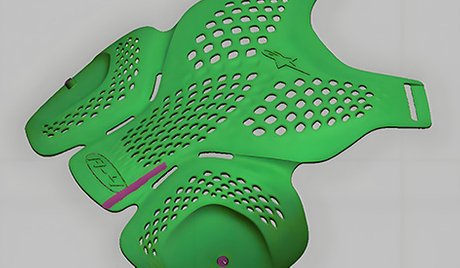
Yes. Injecting heavy volumes of liquid color dye chemically interferes with the delicate cross-linking process during curing. Engineers must carefully balance aggressive branding aesthetics against the required ultimate tensile strength to prevent premature mechanical tearing.
Why do 3D printed flexible filaments feel significantly stiffer than true poured rubber prototypes?
Extruded thermoplastics inherently lack the profound molecular elasticity found in true thermoset rubbers. Printed elastomers act like rigid springs, whereas authentic rubber physically stretches and returns to its exact original shape without permanent geometric deformation.
Can technicians successfully apply industrial spray paint over raw rubber components?
It remains chemically impossible. Liquid rubbers inherently repel standard industrial paints and adhesives, causing liquids to bead up and roll off instantly. Coloring flexible parts absolutely requires injecting highly concentrated dyes directly into the raw vat before curing.


ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
